



'/%3e%3c/svg%3e) 发布
发布 ;}.c{fill:%233f3f3f;}%3c/style%3e%3cclipPath%20id='a'%3e%3crect%20class='a'%20width='24'%20height='24'%20transform='translate(0%20-0.256)'/%3e%3c/clipPath%3e%3c/defs%3e%3cg%20transform='translate(0%200.256)'%3e%3cg%20class='b'%3e%3cpath%20class='c'%20d='M12.938,13.58a.745.745,0,0,1-.328-.076L4.549,9.523a.741.741,0,0,1,0-1.33L12.61,4.212a.74.74,0,0,1,.657,0l8.061,3.981a.741.741,0,0,1,0,1.33L13.267,13.5a.741.741,0,0,1-.329.076M6.553,8.858l6.385,3.153,6.386-3.153L12.938,5.705Z'%20transform='translate(-1.067%20-1.067)'/%3e%3cpath%20class='c'%20d='M12.939,20.964a.729.729,0,0,1-.328-.077l-8.062-3.98a.742.742,0,1,1,.657-1.33l7.733,3.818,7.733-3.818a.742.742,0,1,1,.657,1.33l-8.062,3.98a.729.729,0,0,1-.328.077'%20transform='translate(-1.067%20-3.999)'/%3e%3cpath%20class='c'%20d='M12.939,26.964a.729.729,0,0,1-.328-.077l-8.062-3.98a.742.742,0,1,1,.657-1.33l7.733,3.818,7.733-3.818a.742.742,0,1,1,.657,1.33l-8.062,3.98a.729.729,0,0,1-.328.077'%20transform='translate(-1.067%20-5.547)'/%3e%3c/g%3e%3c/g%3e%3c/svg%3e)
;}.c{fill:%233f3f3f;}%3c/style%3e%3cclipPath%20id='a'%3e%3crect%20class='a'%20width='24'%20height='24'%20transform='translate(0%200.225)'/%3e%3c/clipPath%3e%3c/defs%3e%3cg%20transform='translate(0%20-0.225)'%3e%3cg%20class='b'%3e%3cpath%20class='c'%20d='M21.648,9.056a.754.754,0,0,0-.215-.535l-5.3-5.3a.752.752,0,0,0-.535-.215V3H7.375A2.377,2.377,0,0,0,5,5.376V20.307a2.377,2.377,0,0,0,2.375,2.376h11.9a2.378,2.378,0,0,0,2.376-2.376V9.056ZM16.355,5.584,19.07,8.3H16.923a.569.569,0,0,1-.568-.568Zm2.924,15.584H7.375a.862.862,0,0,1-.861-.861V5.376a.862.862,0,0,1,.861-.861h7.466V7.731a2.084,2.084,0,0,0,2.082,2.082H20.14V20.307a.863.863,0,0,1-.861.861'%20transform='translate(-1.215%20-0.729)'/%3e%3cpath%20class='c'%20d='M10.757,15.514H15.3A.757.757,0,0,0,15.3,14H10.757a.757.757,0,0,0,0,1.514'%20transform='translate(-2.43%20-3.402)'/%3e%3cpath%20class='c'%20d='M18.327,20h-7.57a.757.757,0,0,0,0,1.514h7.57a.757.757,0,0,0,0-1.514'%20transform='translate(-2.43%20-4.86)'/%3e%3c/g%3e%3c/g%3e%3c/svg%3e)
;}.b,.c{fill:%233f96f0;stroke:%233f96f0;}.b{stroke-width:0.3px;}.c{stroke-width:0.2px;}%3c/style%3e%3c/defs%3e%3cg%20transform='translate(-2%20-2)'%3e%3crect%20class='a'%20width='16'%20height='16'%20transform='translate(2%202)'/%3e%3cg%20transform='translate(2%203)'%3e%3cpath%20class='b'%20d='M13.643,31H4.357c-.2,0-.357.224-.357.5s.16.5.357.5h9.286c.2,0,.357-.224.357-.5s-.16-.5-.357-.5'%20transform='translate(-1%20-18)'/%3e%3cpath%20class='c'%20d='M11.583,14.589l4.392-4.409a.415.415,0,0,0-.584-.586L12,13V4.416a.414.414,0,1,0-.828,0V13l-3.39-3.4a.415.415,0,1,0-.584.586Z'%20transform='translate(-3.562%20-3)'/%3e%3c/g%3e%3c/g%3e%3c/svg%3e)
;}.c{fill:%23dbdbdb;}.d{fill:none;stroke:%23333;stroke-linecap:round;stroke-linejoin:round;}%3c/style%3e%3cclipPath%20id='a'%3e%3crect%20class='a'%20width='22'%20height='22'/%3e%3c/clipPath%3e%3c/defs%3e%3cg%20class='b'%3e%3cg%20transform='translate(1.375%202.251)'%3e%3cpath%20class='c'%20d='M7.563,9.224A20.661,20.661,0,0,1,18.8,8.265l-7.088,7.329-.922-.373-.023-3.312-1.389-.741-2.555.389-3.56,2.989-2,1.7s-.1-4.771,6.3-7.021'%20transform='translate(-0.5%200.249)'/%3e%3cpath%20class='d'%20d='M12.174.745l7.332,7.332a.834.834,0,0,1-.017,1.195L12.157,16.2a.833.833,0,0,1-1.405-.606V12.679a.844.844,0,0,0-.931-.832A11.108,11.108,0,0,0,2,16.74a.834.834,0,0,1-1.5-.576C1.132,9.59,3.786,5.4,9.942,5.066a.841.841,0,0,0,.81-.829v-2.9A.833.833,0,0,1,12.174.745Z'%20transform='translate(-0.5%20-0.5)'/%3e%3c/g%3e%3c/g%3e%3c/svg%3e)
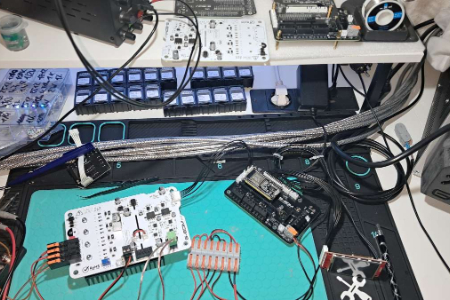
这是一个全开源 EDM (电火花加工)设备,该项目是面向 DIY 爱好者的电火花加工(EDM)设备,包含穿孔机(Sinker EDM)和线切割(Wire EDM)两种功能,主打低成本、3D 打印为主的结构方案。

项目定位与目标
面向 DIY 社区的全开源 EDM 设备,核心是用 3D 打印、通用型材和开源电子方案,降低电火花加工的门槛。
设备分为两大核心功能:
Sinker EDM(穿孔机 / 成型机):用于复杂型腔、盲孔的电火花加工。
Wire EDM(线切割):用于板材的切割、轮廓加工。
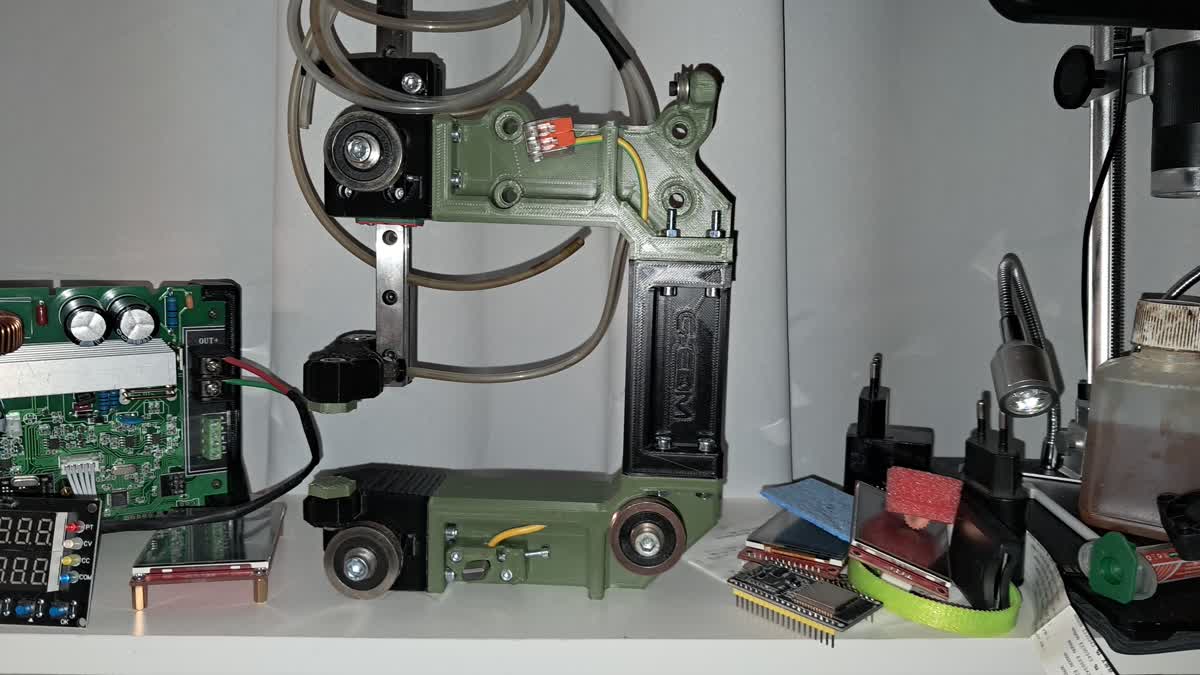
主要硬件迭代(EVO 系列)
版本 | 核心特点 | 状态 |
|---|---|---|
EVO II | 成熟的框架方案,可搭配新版线切割模块 | 稳定可用 |
EVO III | 轻量化设计,集成电子元件,采用 HGR15 直线导轨 | 概念验证阶段,未完全落地 |
关键提示:目前官方推荐使用 EVO II 机架 + EVO III 线切割模块 的组合,兼容性和稳定性更有保障。
关键文档与资源
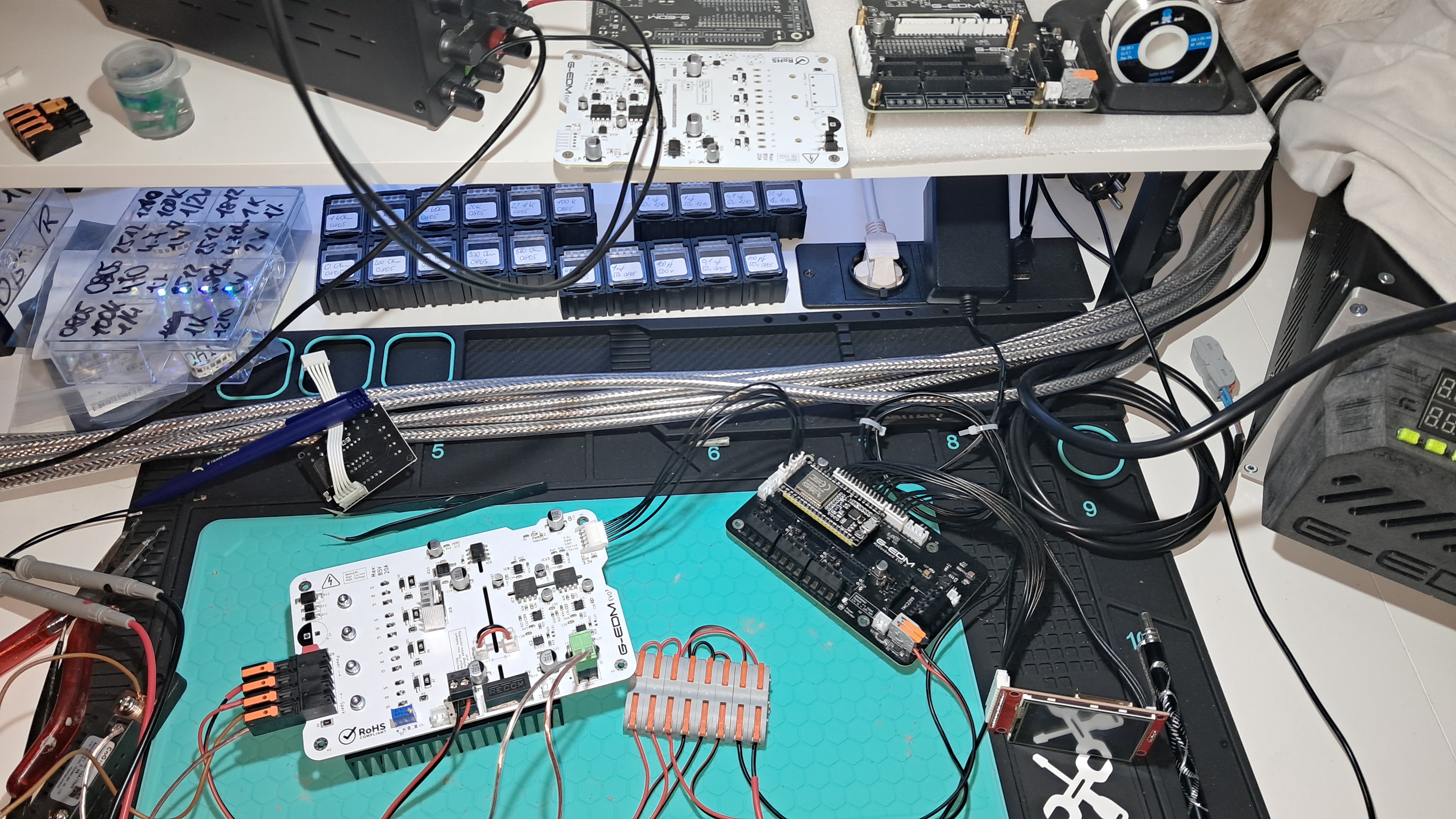
固件:项目配套的控制固件仓库为 G-EDM/G-RBL。
PCB 资源:运动控制板、脉冲电源板的 Gerber 文件均已公开,可直接打样制作。
接线指南:提供了 DPM/DPH(脉冲电源)与运动控制板的 TTL 接口接线说明,明确区分了 EVO II/EVO III 版本的接线差异。
开源与使用说明
所有 3D 模型、FreeCAD 源文件均为开源协议,允许用户自由修改、二次开发。
重要使用提示:运动控制板需与脉冲电源板物理隔离,避免电磁干扰影响 ESP 控制器。
核心应用场景
1. DIY 与个人制造领域
模具与工装制作
制作小型冲压模、注塑模的型腔 / 型芯,以及冲头、凹模等工装零件,是 hobby 级模具爱好者的低成本方案。
硬金属加工
对 CNC / 铣床难以加工的淬火钢、硬质合金等材料,实现无接触放电加工,比如在高硬度工件上打小孔、做复杂轮廓。
零件修复与改造
修复磨损的机械零件(如冲模刃口、小型模具的局部补焊 / 再加工),或为老旧设备制作定制替换件。
机械 / 模型零件制作
制作小型机械装置、模型的金属零件,比如精密齿轮、连杆、异形金属件。
2. 创客与教育场景
开源硬件与机械项目
为创客项目加工定制金属零件,比如自制工具、小型机器人的金属结构件。
EDM 技术教学与实验
低成本的教学 / 实验平台,让爱好者、学生直观理解电火花加工原理,学习控制、脉冲电源、放电参数调试等知识。
3. 工具与小批量生产
冲头、刀具的定制
制作小型冲头、丝锥、刀具的异形刃口,或加工非标刀具的成型槽。
小型精密零件的小批量加工
加工对精度、表面光洁度有一定要求的小型零件,适合个人工作室、微型作坊的小批量需求。
补充背景:Sinker EDM vs Wire EDM
类型 | 加工特点 | 适用场景 |
|---|---|---|
Sinker EDM(穿孔机) | 使用成型电极(铜 / 石墨),在工件上加工复杂型腔 / 盲孔 | 模具型腔、异形孔、复杂 3D 内形加工 |
Wire EDM(线切割) | 用移动的金属丝(钼丝 / 铜丝)作为电极,切割工件轮廓 | 板材下料、冲模、复杂平面轮廓加工 |
作者开源声明

;}.c{fill:%23555;}%3c/style%3e%3cclipPath%20id='a'%3e%3crect%20class='a'%20width='18'%20height='18'%20transform='translate(1543%202144)'/%3e%3c/clipPath%3e%3c/defs%3e%3cg%20class='b'%20transform='translate(-1543%20-2144)'%3e%3cpath%20class='c'%20d='M182.144,108.918a.7.7,0,1,1-1.407,0V98.083l-.033.027-.054.05-5.045,5.045a.7.7,0,0,1-1.041-.945l.046-.05,5.045-5.045a2.508,2.508,0,0,1,3.477-.031l.075.072,4.988,5.022a.7.7,0,0,1-.949,1.038l-.05-.046L182.21,98.2l-.066-.061Zm5.394-15.827a.7.7,0,1,1,0,1.407h-12.2a.7.7,0,1,1,0-1.407Z'%20transform='translate(1370.601%202051.909)'/%3e%3c/g%3e%3c/svg%3e "回到顶部")